
When it comes to manufacturing high-quality office furniture, the details that happen behind the scenes often determine how long a product lasts. One of the most critical yet frequently overlooked finishing steps is the edge banding process — a technique that seals and protects the exposed edges of panel-based furniture components.
Whether you are sourcing workstations, filing cabinets, or conference tables, understanding this process can help you make smarter procurement decisions.
What Is the Edge Banding Process?
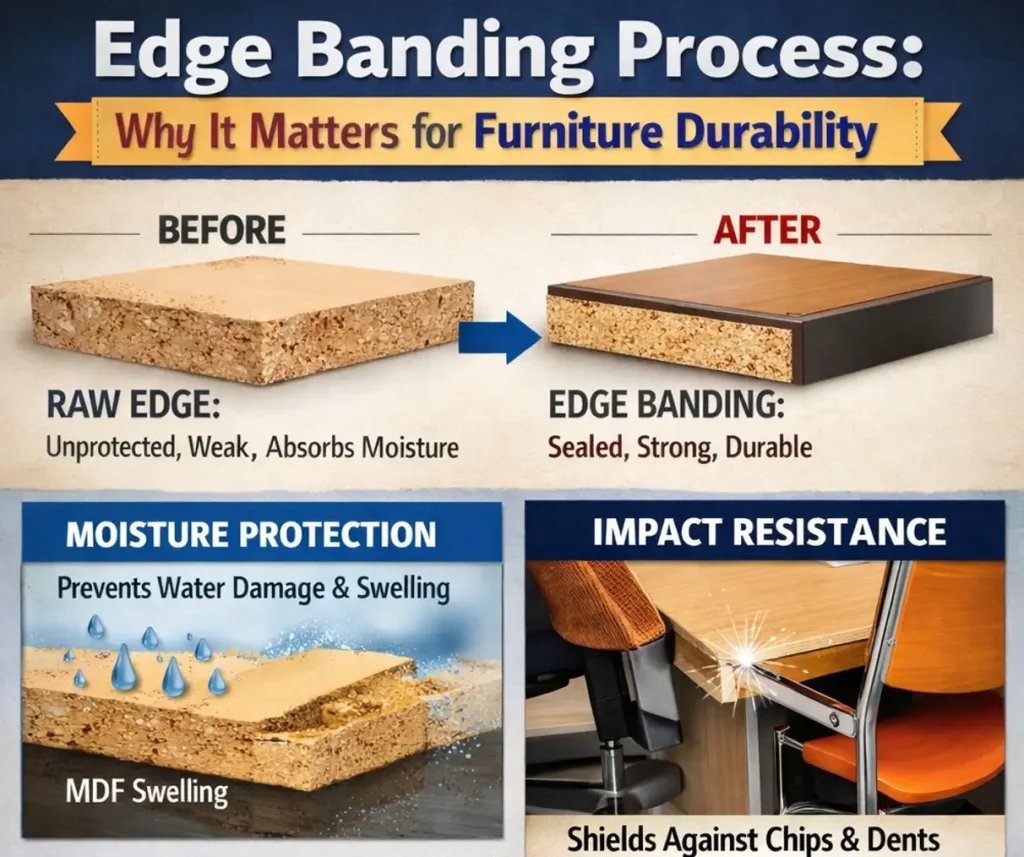
The edge banding process involves applying a thin strip of material — known as edge banding tape or edging — to the raw, exposed sides of engineered wood panels such as MDF (medium-density fiberboard), particleboard, or plywood.

These core materials are widely used in office furniture because of their dimensional stability and cost-effectiveness. However, their cut edges are porous, visually unfinished, and highly susceptible to moisture absorption, impact damage, and surface delamination without proper sealing.
The banding strip itself can be made from several materials, including PVC (polyvinyl chloride), ABS (acrylonitrile butadiene styrene), melamine, veneer, or solid wood. Each material offers a different balance of impact resistance, flexibility, color consistency, and environmental compliance.
The Step-by-Step Edge Banding Process in Office Furniture Manufacturing
Understanding the full workflow helps clarify why quality control at each stage matters.
| Stage | Process Description | Key Quality Factor |
|---|---|---|
| 1. Surface Preparation | Panel edges are milled smooth and cleaned of dust and debris | Flatness and cleanliness ensure strong adhesion |
| 2. Adhesive Application | Hot-melt EVA or PUR adhesive is applied to the panel edge or banding strip | Adhesive type determines bond strength and moisture resistance |
| 3. Banding Feed & Press | Edge banding material is fed through an automated edge banding machine and pressed firmly onto the panel edge | Consistent pressure eliminates air pockets and lifting |
| 4. End Trimming | Excess banding at the panel ends is trimmed flush | Clean cuts prevent chipping and peeling over time |
| 5. Top & Bottom Trimming | Overhanging banding along the top and bottom of the edge is trimmed | Flush finish improves tactile feel and visual appeal |
| 6. Scraping & Buffing | The glue line is scraped, and the surface is buffed or polished | Removes adhesive residue and produces a seamless appearance |
| 7. Quality Inspection | Visual and physical inspection of bonding integrity | Detects lifting, gaps, bubbling, or color mismatch |
In modern commercial furniture production, this entire sequence is typically handled by CNC-driven edge banding machinery from brands like Homag, Biesse, or SCM, delivering consistent results at high volume.
Why the Edge Banding Process Is Critical for Office Furniture Durability
Office furniture endures daily mechanical stress — drawers sliding, chairs bumping against desks, and cleaning staff wiping surfaces repeatedly. Without proper edge sealing, the furniture’s structural lifespan is dramatically shortened. Here is why the edge banding process matters specifically in commercial environments:
Moisture and Humidity Protection Open panel edges absorb moisture from cleaning products, spilled beverages, and ambient humidity. This causes the core material to swell, warp, or delaminate. A properly bonded PVC edge band or ABS edge band creates a near-impermeable barrier, extending the functional life of the panel.
Structural Integrity at Joint Points. Many office furniture designs rely on cam-lock fittings, dowel joints, or screw connections near panel edges. If the edge is unprotected, repeated fastening and unfastening degrade the surrounding material. Thick edge banding — typically 1mm to 3mm for commercial-grade pieces — reinforces these high-stress zones.
Occupational Safety and Ergonomics: Sharp or chipped panel edges are a recognized workplace hazard. Smooth, well-finished edge banding application eliminates sharp corners and rough surfaces, reducing the risk of cuts and abrasions — particularly important on desk surfaces, shelf edges, and cabinet door edges in busy open-plan offices.
Aesthetic Consistency and Brand Perception. In contemporary office design, visual uniformity matters. High-quality furniture edge finishing ensures that the color, texture, and gloss level of the edge match the face veneer or laminate, projecting a professional image throughout the workspace.
Comparing Edge Banding Materials for Office Furniture
| Material | Thickness Range | Durability | Moisture Resistance | Best Application |
|---|---|---|---|---|
| PVC Edge Band | 0.4mm – 3mm | High | Excellent | Workstations, cabinets, shelving |
| ABS Edge Band | 0.4mm – 2mm | High | Very Good | Eco-conscious projects, EU-compliant |
| Melamine Edge Band | 0.3mm – 0.6mm | Moderate | Moderate | Light-duty interior furniture |
| Wood Veneer Band | 0.6mm – 1mm | Moderate | Low | Premium boardroom furniture |
| Solid Wood Strip | 3mm – 10mm+ | Very High | Low–Moderate | Exposed edges in high-end custom pieces |
Adhesive Technology: The Hidden Factor in Edge Banding Quality
The adhesive used in the edge banding process is as important as the banding material itself. Two primary adhesive systems dominate commercial office furniture manufacturing:
EVA (Ethylene Vinyl Acetate) Hot-Melt Adhesive is the industry standard for most volume production. It bonds quickly, supports high-speed automated edge banding, and is cost-effective. However, it has moderate resistance to heat and moisture, making it less suitable for environments with frequent temperature fluctuations or high humidity.
PUR (Polyurethane Reactive) Hot-Melt Adhesive represents the premium tier. Once cured, PUR adhesive creates a cross-linked polymer bond that resists heat, moisture, solvents, and mechanical stress far more effectively than EVA. For office furniture deployed in commercial kitchens, medical offices, or coastal environments, PUR edge banding adhesive is the preferred choice.

Industry Standards and Performance Benchmarks
Durability claims in furniture manufacturing are not merely subjective. The BIFMA (Business and Institutional Furniture Manufacturers Association) publishes performance standards that include edge and surface durability testing.
Furniture certified to BIFMA X5.5 (for desks and tables) or BIFMA X5.9 (for storage) undergoes rigorous edge-impact and moisture-cycling tests. Buyers specifying office furniture for large-scale commercial projects should verify that products meet these benchmarks.
| Standard | Scope | Edge Durability Relevance |
|---|---|---|
| BIFMA X5.5 | Desks and Office Tables | Impact resistance at panel edges |
| BIFMA X5.9 | Storage Units | Edge integrity under load cycling |
| EN 14322 (Europe) | Surfaced Wood-Based Panels | Surface and edge quality classification |
| ANSI/KCMA A161.1 | Kitchen and Bath Cabinets | Moisture and adhesion testing at edges |
Common Defects in Poor-Quality Edge Banding
Recognizing quality failures helps buyers and specifiers evaluate furniture before purchase or during receiving inspections:
Glue Line Visibility — A thick, discolored line at the banding joint indicates poor machine calibration or incorrect adhesive temperature. This is both an aesthetic defect and a structural warning sign.
Edge Lifting or Peeling — One of the most common failures in low-cost office furniture. It typically begins at corners and progresses inward, allowing moisture infiltration and accelerating core deterioration.
Color and Texture Mismatch — When the banding material does not precisely match the face laminate, the inconsistency signals either low-grade sourcing or inadequate furniture surface matching protocols during production.
Rough or Uneven Trimming — Visible saw marks, uneven flush lines, or small chips along the trimmed edge indicate manual processing or poorly maintained edge banding machinery.
The Edge Banding Process and Sustainability
As environmental standards tighten across global procurement, the material composition of edge banding strips has come under scrutiny. Traditional PVC contains plasticizers and chlorine compounds that complicate recycling.
Many manufacturers are transitioning to ABS edge banding, which is free of chlorine and halogens, and is increasingly accepted under LEED and BREEAM green building frameworks.
Additionally, laser edge banding technology — a newer process that activates a functional layer on the banding strip itself using a laser rather than applied adhesive — eliminates adhesive off-gassing.
This supports low-VOC office environments and contributes to healthier indoor air quality, a growing priority in WELL-certified commercial spaces.
Conclusion
The edge banding process is far more than a cosmetic finishing step. It is a foundational element of furniture durability, moisture resistance, occupational safety, and long-term structural performance.
For procurement managers, interior designers, and facilities teams selecting office furniture for commercial environments, specifying the correct banding material, adhesive system, and thickness is as important as choosing the right core panel or surface finish.
A rigorous edge banding process translates directly into lower maintenance costs, longer replacement cycles, and a more professional workplace aesthetic over the full lifecycle of the furniture investment.